From the Resene ProSelect Technical Information Centre
Essential information for architects, specifiers, builders and consumers


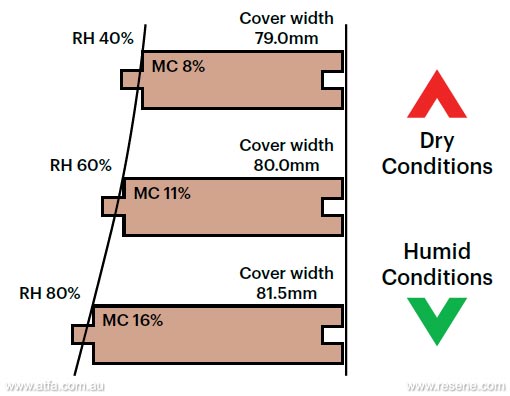
The beauty of timber flooring is largely attributed to it being a product that draws the natural environment into our internal living space. Due to this there are many timber products and related products with a timber like appearance. We will consider here those products having a wood or fibre component, either on the face or within the construction, as these share some similar characteristics to solid timber. One of the most important properties to consider is that, with seasonal weather changes, these products shrink a little when humidity is low and they will swell a little under higher humidity. This is not a concern, but is a characteristic that is accommodated with expansion allowance and control joints, and highlights the need for correct installation practice. The diagram for a piece of solid timber illustrates the relationship between humidity, moisture content and board width. Each of the other products have a similar type of dimensional change with humidity and moisture content.
A fixed floor has fixings such as nails or staples and/or adhesive to fix each floorboard individually to the subfloor (such as particleboard or a concrete slab). A floating floor has each board fixed to each adjacent board but no fixing of the floorboards to the subfloor. With floating floors, most products have an interlocking, glueless jointing system while some, with a tongue and groove profile, use adhesive placed in the board joints to hold boards one to another. The boards are sequentially installed over a foam underlay to create a floor ‘platform’ or ‘raft’ that is able to ‘float’ on the underlay. Solid timber flooring, prefinished solid, parquetry and cork must be fixed to the subfloor, laminate flooring must be floated, while engineered and bamboo flooring can be either floated or fixed. Bamboo, however, is mainly floated.
A structural floor can support people walking on it when fixed directly to joists or battens. Most floors today are overlay floors whereby the flooring is laid on a structural subfloor such as particleboard or concrete. Solid timber flooring with a minimum thickness of 19mm is a structural product but is also commonly used as an overlay.
There are several options of timber and related flooring. The main options are:
Timber flooring
Related products




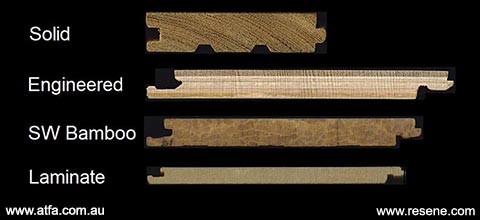
Solid strip timber flooring can be fixed direct to joists, to sheet subfloors of particleboard or plywood over joists, plywood or battens over concrete slabs and in some locations, direct fixing to the concrete slab is common. The traditional timber floor is renowned for its strength, durability and character. Throughout its life, solid strip timber floors can be rejuvenated to near new condition by sanding and refinishing. It is ideal for new houses or to match existing floors in renovations and they can be top (face) nailed, or secretly fixed in combination with adhesives.

Parquetry
Prefinished solid strip timber flooring combines natural solid timber flooring with a factory finish. Similar to prefinished engineered flooring, there is no sanding and finishing after installation. Boards may be square edged, arrised to a fine rounded edge or bevel edged to provide a ‘v’ joint at board edges. Prefinished solid timber floors are usually installed as an overlay floor.
Engineered flooring is manufactured with a decorative layer of timber (called a veneer or lamella) bonded over layers beneath which is often timber. This not only provides some additional stability but also maintains the appearance of solid timber flooring. Various factory coating systems are now used that can highlight colour and grain together with other techniques to texture the surface for a stunning appearance. Most engineered flooring is pre-finished although some are designed to be sanded and finished after installation. Engineered floors may be laid as floating floors, glued to a subfloor as an overlay and in some cases fixed as a structural floor on battens. Products are available with both glueless jointing systems and tongue and groove joints. Pre-finished engineered floors are ready to walk on once installed.
Parquetry comes in two forms, block parquetry and the less common mosaic parquetry sheet. Parquetry provides many options of combining block orientation, size and species to transform floors into an outstanding feature. They can be laid to various subfloors and, similar to solid strip timber floors, they can easily be rejuvenated throughout their life.
Laminate flooring typically consists of a timber look finish on a high-density fibreboard core. Over this, a hard-wearing melamine layer is bonded. Laminate floors are always laid as floating floors and can be laid over most surfaces utilising a foam underlay. Products are available with a greater number of timber patterns, longer board lengths and with textured surfaces which follow and highlight the ‘grain’. All current products have a glueless jointing system and are ready to walk on once installed.

Cork tiles
Cork tiles provide a different look to timber boards or parquetry by utilising natural cork in tile form which is then adhered directly to a subfloor or a rigid underlay. Raw cork is lightly sanded and then coated to provide a natural looking, highly durable surface that is also soft underfoot. It is also a very stable product.
Bamboo is a grass, not timber, but like timber it is manufactured in board form and shares some characteristics to solid timber. Some flooring is manufactured to provide a more even appearance, other products incorporate a blend of contrasting colour. Coloured and textured surfaces are also available. Most flooring is strand woven which means that cut strands of bamboo are then bonded together with adhesive prior to being cut and machined into floor boards. There is also bamboo flooring made by gluing small sections of bamboo together either vertically or horizontally which creates products of different appearance. A limited range has an engineered construction, with bamboo face lamella, provides greater stability with adhesive fixing to slabs. Most bamboo flooring products are pre-finished, most have glueless jointing systems and most are floated on a foam underlay.
Irrespective of the flooring product being installed there are three essential elements to a successful installation.
Know your product – Every product has different requirements and it is necessary to be familiar with both manufacturer and industry information pertaining to the product.
Know your installation environment – It is paramount that the subfloor and subfloor conditions are correct. Similarly, there are ‘dry’ climates, ‘humid’ climates and effects of heating and cooling systems. It is necessary to ensure that the product is suited to the in-service environment or that steps are taken to ensure that it is.
Lay taking the 1 and 2 into consideration – If you know the limitations of the product and have considered the in-service environment and subfloor, then the product can be laid appropriately and with confidence.
Manufactures provide important information about their products and there are also expectations that those using the product will have of the manufacturer. For solid timber flooring the installer is expecting that hardwood flooring will be manufactured to AS 2796 – Timber – Hardwood, sawn and milled products. This essentially outlines board tolerances, moisture content requirements and grade. There is also an expectation by the manufacturer that these aspects will be checked and recorded prior to installation and that the installation will be performed in accordance with their installation instructions and the ATFA Solid Timber Flooring industry standard, as applicable. Note that imported Oak flooring is often supplied at moisture contents below that of the Australian standard. With other product types, the manufacture is often to a standard, but it may be European, Asian or American and access to these standards is often not available. However, with these products both the installation instructions and warranty provide essential information, which needs to be read and carefully understood prior to laying. This can contain aspects relating to humidity limits for the product, the checking and removal of boards with obvious imperfections prior to laying and aspects on the resilience of the product to water spills. Note that due to vast product differences, the ATFA industry standards for Engineered, Laminate and Bamboo will defer to manufacturer instructions for the primary source of installation advice. If the product is not right prior to laying, the floor can never be right!
There are two aspects to this and it covers both location and the specifics to the dwelling. Firstly, the subfloor needs to be considered and the possibility of moisture entry that could affect the floor. Enclosed subfloor spaces are to be dry and are to remain dry. When adhering flooring on to concrete slabs, they must be clean, dry, sound and flat. In most instances, a moisture vapour barrier (MVB) will be used and if not, slab moisture must be assessed and acceptability determined. It is important that the MVB is suitable for protecting timber flooring and related products, noting that water barrier coatings such as may be used for bathrooms and for other purposes are normally not suitable.
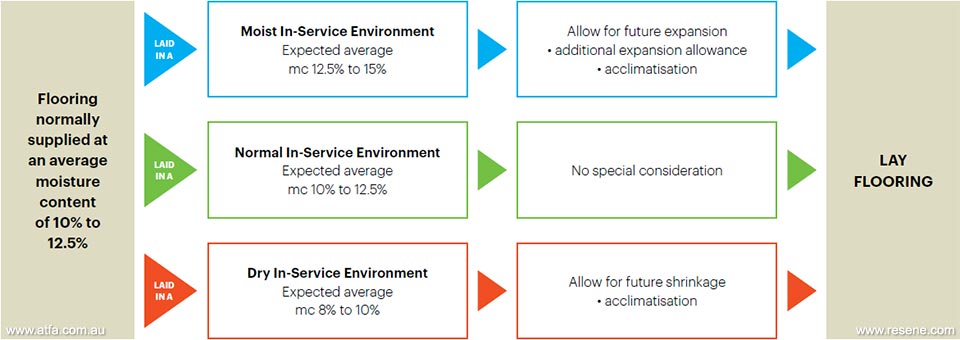
When floating floors are laid over subfloor spaces, they too must be dry and are to remain dry. Similarly, concrete slabs need to be dry and sufficiently flat. With floating floors, a moisture vapour retarding membrane is mandatory and is often a layer within the underlay. This layer does however need to be at least 150um in thickness and the underlay suitable for timber and related flooring products. Secondly, there is the assessment of the average product moisture content, as to whether or not it is in line with the expected average in-service moisture content. Drier products in seasonally moister environments will swell after installation. If the product is of higher average moisture content than the average moisture content it will attain in service, then seasonal shrinkage can be expected. Even the best product will not perform over an inappropriate subfloor or under conditions where the in-service moisture content is too different to the installed moisture content.
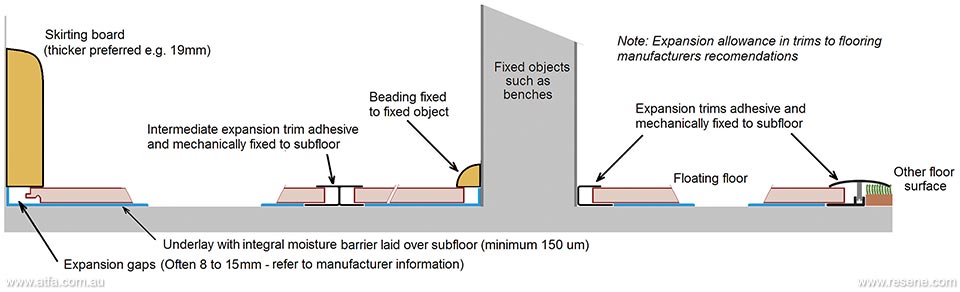
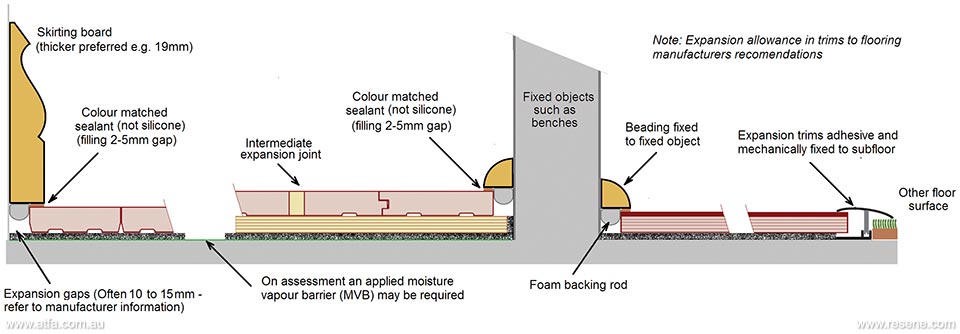
At this stage there should be sufficient understanding of how the product is expected to move (shrink or swell) after laying and also that what the floor is being laid on is suitable for that product, with subfloor moisture protection as necessary. It is then a case of laying the flooring in accordance with manufacturer instructions and ATFA standards. Included in this is incorporating the recommended expansion allowance and control joints for the product, as applicable. Cork does not need expansion allowance, solid strip timber floors require expansion allowance mainly in floor width, while laminate, engineered and bamboo flooring need expansion allowance in both width and length of the floor. Larger floating floors also need to be compartmentalised which breaks the floor up into separate panels, allowing each panel to move independently. Insufficient attention to detail at installation, particularly regarding expansion allowance, can cause floor performance issues.

Expected with the 3 step process
Provided below are a few of the more common flooring systems but not all are included. They should be considered generic in nature and are not specifications. Over concrete, in the eastern states, plywood subfloors are the norm and in Western Australia floors direct to slabs predominate. For full details refer to manufacturer’s instructions and ATFA industry standards.
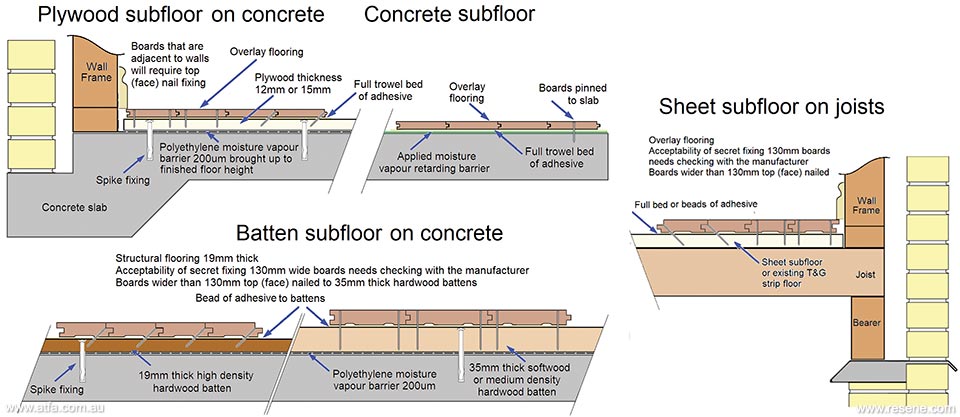
Where acoustic underlays are required, parquetry may be adhesive fixed on to a specific firm underlay. It is recommended that solid strip flooring is laid on an intermediate plywood layer and, similar to parquetry, engineered may be adhesive fixed.
Movement (shrinkage and swelling) where the flooring is fixed to the subfloor occurs when there is a change in flooring moisture content. As the flooring should have been protected from the likes of slab moisture or building leaks, the moisture change in the floor boards is brought about by changes in the relative humidity (RH) of the air. With solid timber flooring this is clearly understood in that if the RH is held at a particular value, for a sufficiently long period, then we know the approximate moisture content the flooring will attain. Flooring also reacts faster to attain that moisture content at higher temperatures. The equilibrium moisture content table (EMC) sets out the relationship between relative humidity, temperature and timber moisture content.
| Relative Humidity | |||||||||||||||||||
| Temp. | 5% | 10% | 15% | 20% | 25% | 30% | 35% | 40% | 45% | 50% | 55% | 60% | 65% | 70% | 75% | 80% | 85% | 90% | 95% |
| 0°C | 1.4 | 2.6 | 3.7 | 4.6 | 5.5 | 6.3 | 7.1 | 7.9 | 8.7 | 9.5 | 10.4 | 11.3 | 12.4 | 13.5 | 14.9 | 16.5 | 18.5 | 21.0 | 24.3 |
| 10°C | 1.4 | 2.6 | 3.6 | 4.6 | 5.5 | 6.3 | 7.1 | 7.9 | 8.7 | 9.5 | 10.3 | 11.2 | 12.3 | 13.4 | 14.8 | 16.4 | 18.4 | 20.9 | 24.3 |
| 20°C | 1.3 | 2.5 | 3.6 | 4.5 | 5.4 | 6.2 | 7.0 | 7.7 | 8.5 | 9.3 | 10.1 | 11.0 | 12.0 | 13.1 | 14.5 | 16.0 | 18.0 | 20.5 | 23.9 |
| 30°C | 1.2 | 2.4 | 3.4 | 4.3 | 5.2 | 6.0 | 6.7 | 7.5 | 8.2 | 9.0 | 9.8 | 10.6 | 11.6 | 12.7 | 14.0 | 15.5 | 17.5 | 20.0 | 23.4 |
| 40°C | 1.1 | 2.2 | 3.2 | 4.1 | 5.0 | 5.7 | 6.4 | 7.1 | 7.9 | 8.6 | 9.4 | 10.2 | 11.1 | 12.2 | 13.4 | 15.0 | 16.8 | 19.3 | 22.7 |
Solid timber flooring in Australia is commonly manufactured at an average moisture content of between 10% and 11% and this corresponds to an average internal RH of 55% to 60%. On average many houses in Melbourne, with winter heating and dry summers, may average 50% to 55% RH, hence solid timber flooring is more prone to shrinking a little after installation under these conditions. In Brisbane, with warm moderately humid summers, the internal RH may average 55% to 65%, hence after installation floors may swell a little during more humid times of the year. To minimise movement after installation, it is necessary to install flooring as close as possible to the average internal EMC of the dwelling. Because this cannot be accurately predicted, we need to allow for some movement after installation.

Flooring stripped out to acclimatise
In the examples above where the average internal RH provides an EMC that is close to the average manufactured moisture content, there is no need to consider adjusting the moisture content of the flooring (therefore the board width) prior to laying. However, if the flooring is supplied at 11% moisture content, suited to an internal climate of 60% RH, and we are aware that the internal climate is dry due to locality or building design at, for example 45%, then we can consider acclimatisation to reduce the average board width of the flooring so that the floorboards will experience less shrinkage after installation. In other words, the flooring is ‘stripped’ out to allow the dry air to reduce flooring moisture content and pre-shrink the flooring prior to laying. The moisture content of the flooring to be laid, now being more in line with the average in-service EMC, will reduce the size of seasonal shrinkage gaps. Acclimatisation has the purpose of adjusting the average moisture content of the flooring to be closer to its in-service average moisture content prior to laying, in order to reduce post installation shrinkage in dry climates and post installation expansion in humid climates. If the conditions are not suitable or are at an extreme for that location, then acclimatisation can result in performance concerns.
For these products, due to differences in board construction, manufactured moisture contents and generally being pre-finished, acclimatisation as outlined above is not recommended by most manufacturers. However, the word acclimatisation is still often used with these products, but in this instance it is used to mean that flooring is to be stored in the installation environment for say 2 days prior to laying to bring the boards closer to the building temperature.
Due to seasonal highs and lows in humidity we know that there will be times of the year when flooring will swell, and also when it will shrink. Note that solid timber does not shrink or swell appreciably in length, but engineered and bamboo move in both width and length. In some locations, with some house designs and with heating and cooling systems, the seasonal variation is much greater than others. However, as the exact movement is difficult to predict, expansion allowance is required for all floors. This includes expansion allowance to the perimeter of the floor and vertical surfaces, and with wider floors or floors where greater expansion is expected (such as higher humidity for a dwelling in a bushy gully), then intermediate expansion is also required. Intermediate expansion allowance is provided with cork expansion joints - small gaps placed at regular intervals or a combination of both. Site sanded and coated solid strip floors and some parquetry floors (noting that this depends on the pattern) will generally use cork and regular gaps. With prefinished solid timber flooring, gaps are used. Engineered flooring is constructed to minimise width expansion, but this leads to some lengthwise expansion. With very wide or long adhesive fixed engineered floors, intermediate expansion allowance is necessary both in the width and length. For bamboo, the procedure is similar but usually floor widths and lengths are less.
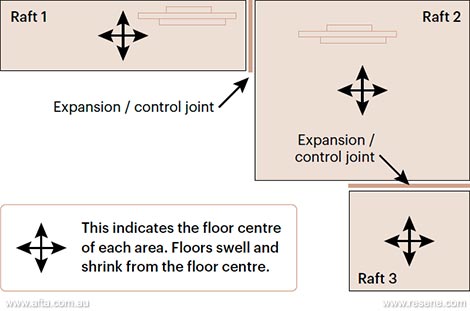
The concept here is quite different. With floors fixed to subfloors, individual boards are fixed to the subfloor and generally not to each other. With floated floors the boards are not fixed to the subfloor but must be fixed to each other. This therefore creates a panel of flooring that is also called a raft (a raft floats on water and these floors ’float’ on an underlay). It is therefore the movement of the raft that must be accommodated. Products that are floated such as laminate and engineered have sufficient stability (experiencing very small seasonal movement) to allow them to be floated. However, the movement of a raft is significant, and the rafts will seasonally expand and shrink in both width and length. We therefore need to consider not what is happening to the boards, but what is happening to the rafts. With floating floors, we speak of compartmentalisation and this is making the floor into a number of smaller rafts joined together by expansion or control joints, using trims. The reason being that if we did not, the movement of one raft area can interfere with the movement of another raft area. An understanding of this is very important and is shown diagrammatically where each raft will shrink and swell in both directions from the centre of the raft. Also, heavy objects such as kitchen benches cannot be laid on top of floating floors as they hold the floor in that location and all expansion and shrinkage is from that fixed point rather than the centre of the floor. The weight also causes greater vertical movement near the bench.
Each individual raft will expand in width and length due to seasonal weather changes. If the floor is not separated into enough individual rafts then movement of one floor area can affect the adjacent area and result in buckling, separation at board joints and flooring moving out from beneath skirtings. Where seasonal movement is greater, then greater allowance for raft movement is needed, with wider skirting boards or by creating smaller rafts.


Some products are designed to be site sanded and coated after installation and this includes raw solid strip floors, most parquetry, most cork and some engineered. Some products that are prefinished can be sanded and coated in the future and this includes prefinished solid strip floors, some engineered and bamboo. However, not all engineered products can be re-sanded to bare timber as this depends on the lamella or veneer thickness and aspects relating to the flatness of the floor. Laminate can never be sanded. It is also important to realise that, if coatings have not worn through, in many instances the coating can be ‘cut back’ and the floor recoated. A ‘cut back’ uses a rotary sanding machine to create a key for the re-coat and is therefore very applicable for engineered floors with thin veneers for example. Some pre-finished engineered floors have hard wax oils and these are also relatively easy to rejuvenate throughout the life of the floor.
For flooring that is to be site sanded and coated there are many coating choices. For any project it is necessary to determine the most appropriate alternatives, consider the desired visual effect and to assess the benefits and limitations of the coating system. Systems include:
Penetrating oils and hard wax oils providing a subdued natural look and, with hard wax oils, being able to be buffed to a sheen. They are generally very low in volatile organic compounds (VOC’s). They can be more susceptible to spillage and drip type stains. Higher routine maintenance is generally needed but with consistent maintenance the floor may not require any future re-sanding. Worn areas can also be easily repaired.
Oil modified urethanes are mixes of oil and urethane, both solvent and water based, which provide a fuller coated appearance. Solvent based products will enhance timber colour but are higher in VOC’s. Good service lives are generally achieved but service life does vary with oil content. These products are not prone to any board edge gluing effects with solvent-based polyurethanes nor white lines from stretched coating, which can occur with water-based polyurethanes.
Single and two pack moisture cured polyurethanes are solvent based coatings that can provide finishes ranging from high gloss through to a more subdued appearance. They are very wear resistant, durable and require little maintenance. Coatings generally darken with age, are high in VOC’s with due care needed. Care is also needed in floors experiencing greater seasonal movement to minimise possible edge gluing effects of these coatings that can result in irregular gapping in solid timber floors.
Water based single and two pack polyurethanes provide a fuller appearance than oils and good grain definition, generally being of lower gloss than achievable with solvent based polyurethane. Most products don’t darken appreciably with age and are often used with solvent based sealers to enhance colour. Floors therefore stay lighter, but any marks will also not be disguised with time. They generally provide a good service life but are not as robust as solvent based polyurethanes. In floors experiencing greater seasonal movement, white lining (from stretched coating in board joints) can occur.
There are other coating types including oil alkyds (Tung oils) and acid catalysed coatings that fall between oil modified urethanes and solvent based polyurethanes. With coatings, it always comes down to finding the right balance – appearance, durability, maintenance and health and safety aspects all needing consideration. It cannot be over emphasised that choosing the right coating for the project will greatly assist in ensuring client expectations are met.




The main keys to success are knowing your product and checking it prior to laying, being confident through assessment that your subfloor is right to accept the floor, and then laying the floor to suit the requirements of the product for the installation environment it is being laid in. Provision for floor movement after installation is a must and not an owner option. Recognised systems and installation methods are those that work and assist to ensure success with each and every floor installation.
– Thanks to ATFA. All information on this page is copyright of ATFA –
Download a PDF of this article
Resene ProSelect Technical Information Centre
Get a professional flooring finish on timber with Resene ProSelect
![]() Get inspired ! Subscribe
Get inspired ! Subscribe ![]() Get saving ! Apply for a DIY card
Get saving ! Apply for a DIY card
![]()
Can't find what you're looking for? Ask us!
Company profile | Terms | Privacy policy | Quality and environmental policy | Health and safety policy
Colours shown on this website are a representation only. Please refer to the actual paint or product sample. Resene colour charts, testpots and samples are available for ordering online. See measurements/conversions for more details on how electronic colour values are achieved.
What's new | Specifiers | Painters | DIYers | Artists | Kids | Sitemap | Home | TOP ⇧

